| Поиск | Проекты домов | Дом, участок, сад | Стройка, отделка, ремонт | Инж. системы | Интерьер, дизайн | Статьи | Форум, блоги | Объявления |
|
|
|
|
|
|
Сварные соединения
При конструировании сварных соединений исходят из двух принципов:
- если известна величина действующих сил, то при конструировании сварного соединения обеспечивают прочность с учетом заданных усилий;
- если величина действующих сил не известна, то сварные соединения конструируют с учетом равнопрочности их основному металлу.
При работе элементов на продольные силы расчетные усилия для сварного соединения элементов, работающих на растяжение, принимают P=RzF (Rz — допускаемое напряжение при растяжении); для сварных же элементов, работающих на сжатие, P=RaF (Ra — допускаемое напряжение при сжатии).
Наиболее распространенными типами сварных соединений являются: стыковые, нахлесточные, тавровые, угловые и прорезные. Стыковые швы имеют преимущества по сравнению с другими типами соединений в отношении прочности и технико-экономических показателей. Подготовка кромок при стыковом соединении зависит от толщины металла и способа сварки. Расчетная схема типовых сварных соединений приведена на рис. 72.
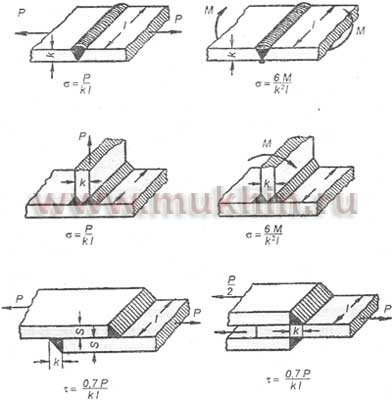
Рис. 72. Расчетные схемы типовых сварных соединений
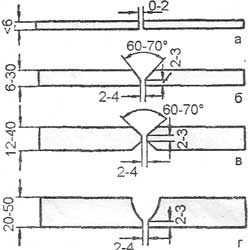
Рис. 73. Типы стыковых сварных соединений
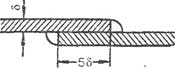
Рис. 74. Соединение внахлестку
При ручной сварке стыковых соединений металла толщиной менее 6 мм кромки стыкуют без подготовки с зазором величиной до 2 мм или без него (рис. 73 а). При толщине металла 6—30 мм сварку стыковых соединений производят с V-образной подготовкой кромок (рис. 73 б), причем угол раскрытия кромок равен 60—70°, притупление 2—3 мм, зазор 2—4 мм. В некоторых случаях, когда это является возможным, при толщине металла 12—40 мм применяют Х-образную подготовку (рис. 73 в) с углами раскрытия, зазором и притуплением подобно V-образной разделке. Х-образная разделка дает экономию электродного металла и уменьшает деформации благодаря симметричному расположению швов. В некоторых случаях при толщине металла 20—50 мм применяют чашеобразную подготовку (рис 73 г) с притуплением 2—3 мм и зазором 2—4 мм.
Зазор между кромками при сборке стыковых соединений под сварку оставляют с целью улучшения провара. Притупление угла разделки (кромок) предупреждает проплавление листов. Соединения внахлестку (рис. 74) выполняют угловыми швами. Нахлесточные соединения не требуют точной обработки кромок и проще при сборке. Величину нахлестки обычно применяют равной пятикратной толщине свариваемых элементов.
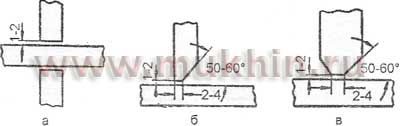
Рис. 75. Тавровые соединения
Соединения тавровые и крестообразные применяют как без скоса кромок, так и с односторонней или двусторонней разделкой. При толщине металла менее 20 мм применяют одностороннюю (рис. 75 б), а при толщине свыше 20 мм (рис. 75 в) — двустороннюю разделку. Соединения без скоса кромок на стали любой толщины применяют в конструкциях с малой статической нагрузкой (рис. 75 а).

Рис. 76. Угловые соединения
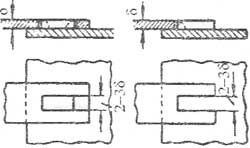
Рис. 77. Прорезные соединения
Угловые соединения типов, указанных на рис. 76, выполняются без скоса кромок. Для удобства сборки при толщине металла более 10 мм свариваемые кромки смещают на 3—5 мм. Соединения впрорезь (рис. 77) применяют для усиления нахлесточных соединений. Прорезь шириной, равной двум-трем толщинам свариваемых элементов, заваривают полностью или обваривают по периметру. Обработку кромок для сварных соединений производят путем автоматической или полуавтоматической газовой резки и механической резки на строгальных и фрезерных станках. В случае газовой резки кромки перед сваркой тщательно зачищают от окалины и шлака при помощи пескоструйных аппаратов или другими средствами.
---
Ссылки на другие страницы сайта по теме «строительство, обустройство дома»:
© 2000 - 2007 Oleg V. Mukhin.Ru™
