| Поиск | Проекты домов | Дом, участок, сад | Стройка, отделка, ремонт | Инж. системы | Интерьер, дизайн | Статьи | Форум, блоги | Объявления |
|
|
|
|
|
|
Дуговая электросварка и резка
При дуговой электросварке источником тепла является электрическая дуга. Сварочная дуга представляет собой электрический разряд между двумя электродами в газообразной среде, который сопровождается выделением большого количества теплоты и света.
При сварке по способу Бенардоса одним электродом является уголь, другим — свариваемый металл. При сварке по способу Славянова одним электродом является металлический расплавляющийся пруток, другим — свариваемый металл. Электроды присоединяют проводами к источникам питания — сварочной машине.
Возбуждение — зажигание дуги — производится мгновенным соприкосновением электродов с последующим их разведением. В момент короткого замыкания возникший в цепи ток быстро разогревает электроды в местах их контакта. При отодвигании одного из электродов они расплавляются в месте контакта и пространство между ними заполняется парами металла. Действием дуги свариваемый металл расплавляется на ту или иную глубину, называемую глубиной провара. Металл электрода, расплавляемый в дуге, переносится в ванну основного металла в виде капель различной величины. При высокой температуре паров металла ионизация пространства между электродами получается настолько значительной, что небольшого напряжения между электродами (порядка 50 В) достаточно для образования электрического разряда.
Для поддержания устойчивого разряда — дуги — необходима беспрерывная ионизация дугового промежутка. Эта ионизация обеспечивается электронами, вылетающими с поверхности отрицательного электрода (катода). Свободные электроны, находящиеся на поверхности отрицательного электрода в беспорядочном движении, при высоких температурах под действием электрического поля вылетают за пределы катода. Движущиеся от катода электроны сталкиваются в дуговом промежутке с молекулами паров и газов и расщепляют их на положительные и отрицательные — ионы и электроны.
Число вырывающихся из катода электронов увеличивается и сообщаемая им кинетическая энергия возрастает с увеличением напряжения на электродах. При достаточном напряжении на дуге взаимная бомбардировка катода положительными ионами и анода отрицательными ионами и электронами переводит кинетическую энергию этих частиц в тепловую. Выделение тепловой и световой энергии электродами в сварочной дуге происходит неравномерно. В связи с этим температура анода выше температуры катода. Температура в осевой части столба дуги достигает 6000°С.
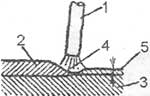
Рис. 66. Схема металлической сварочной дуги: 1 — электрод; 2 —
наплавленный металл; 3 — основной металл; 4 — кратер; 5 — глубина проплавления
При прохождении тока через дуговой промежуток (при установившейся дуге) напряжение горения дуги (15—35 В) будет ниже напряжения зажигания (55—60 В). Величина напряжения дуги зависит от теплового состояния дугового промежутка, от степени его ионизации и, главным образом, от длины дуги. Чем короче дуга, тем меньше напряжение. Сварочную дугу можно питать постоянным и переменным током. Дуга, питаемая переменным током, менее устойчива вследствие того, что ток в ней при нормальной частоте 50 периодов 100 раз в секунду меняет свое направление, и в эти моменты при малой ионизации дугового промежутка дуга может обрываться. Для повышения устойчивости дуги, питаемой переменным током, применяют ионизирующие покрытия на электродах и наложение токов высокой частоты на дугу.
При сварке металлическим электродом по способу Н. Г. Славянова расплавляемый дуговой металл электрода в виде капель переходит в ванну расплавленного основного металла, перемешивается и кристаллизуется в ней после остывания, образуя сварной шов. Сварку по Славянову можно производить на постоянном токе при прямой и обратной полярности и на переменном токе. Схема металлической сварочной дуги представлена на рис. 66.
---
Ссылки на другие страницы сайта по теме «строительство, обустройство дома»:
© 2000 - 2007 Oleg V. Mukhin.Ru™
